




Pressure swing adsorption nitrogen / oxygen production structure process
Working Principle
According to the principle of pressure swing adsorption, the nitrogen generator uses high-quality carbon molecular sieve as adsorbent to extract nitrogen from the air under a certain pressure. The purified and dried compressed air is adsorbed under pressure and desorbed under reduced pressure in the adsorber. Due to the aerodynamic effect, the diffusion rate of oxygen in the micropores of carbon molecular sieve is much higher than that of nitrogen. Oxygen is preferentially adsorbed by carbon molecular sieve, and nitrogen is enriched in the gas phase to form finished nitrogen. Then, after decompression to atmospheric pressure, the adsorbent desorbs the adsorbed oxygen and other impurities to realize regeneration. Generally, two adsorption towers are set in the system. One tower adsorbs nitrogen and the other tower desorbs and regenerates. The PLC program controller controls the opening and closing of the pneumatic valve to make the two towers circulate alternately, so as to achieve the purpose of continuous production of high-quality nitrogen.
System flow
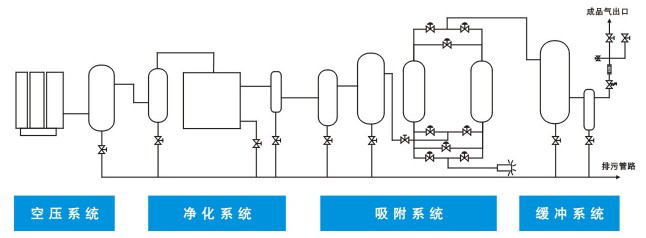
The complete oxygen generation system consists of the following components:
Air compressor ➜ buffer tank ➜ compressed air purification device ➜ air process tank ➜ oxygen nitrogen separation device ➜ oxygen process tank.
1. Air compressor
As the air source and power equipment of the nitrogen generator, the air compressor is generally selected as screw machine and centrifuge to provide sufficient compressed air for the nitrogen generator to ensure the normal operation of the nitrogen generator.
2. Buffer tank
The functions of the storage tank are: buffering, stabilizing pressure and cooling; So as to reduce the fluctuation of system pressure, fully remove oil-water impurities through the bottom blowdown valve, make the compressed air smoothly pass through the compressed air purification component, and ensure the reliable and stable operation of the equipment.
3. Compressed air purification device
The compressed air from the buffer tank is first introduced into the compressed air purification device. Most of the oil, water and dust are removed by the high-efficiency degreaser, and then further cooled by the freeze dryer for water removal, oil removal and dust removal by the fine filter, which is followed by deep purification. According to the system working conditions, hande company specially designed a set of compressed air degreaser to prevent possible trace oil penetration and provide sufficient protection for molecular sieve. The well-designed air purification module ensures the service life of carbon molecular sieve. The clean air treated by this module can be used for instrument gas.
4. Air process tank
The function of air storage tank is to reduce air flow pulsation and buffer; So as to reduce the system pressure fluctuation and make the compressed air smoothly pass through the compressed air purification component, so as to fully remove oil-water impurities and reduce the load of subsequent PSA nitrogen and oxygen separation unit. At the same time, during the work switching of the adsorption tower, it also provides PSA nitrogen and oxygen separation unit with a large amount of compressed air required for rapid pressure rise in a short time, which makes the pressure in the adsorption tower rise to the working pressure quickly, ensuring the reliable and stable operation of the equipment.
5. Oxygen nitrogen separation unit
There are two adsorption towers a and B equipped with special carbon molecular sieve. When the clean compressed air enters the inlet end of tower a and flows to the outlet end through carbon molecular sieve, O2, CO2 and H2O are adsorbed by it, and the product nitrogen flows out from the outlet end of the adsorption tower. After a period of time, the adsorption of carbon molecular sieve in tower a is saturated. At this time, tower a automatically stops adsorption, compressed air flows into Tower B for oxygen absorption and nitrogen production, and regenerates the molecular sieve of tower a. The regeneration of molecular sieve is realized by rapidly reducing the adsorption tower to atmospheric pressure and removing the adsorbed O2, CO2 and H2O. The two towers carry out adsorption and regeneration alternately to complete oxygen and nitrogen separation and continuously output nitrogen. The above processes are controlled by programmable logic controller (PLC). When the purity of nitrogen at the gas outlet is set, the PLC program will open the automatic vent valve to automatically vent the unqualified nitrogen, cut off the unqualified nitrogen from flowing to the gas consumption point, and use the silencer to reduce the noise below 78dba during gas venting.
6. Nitrogen process tank
The nitrogen buffer tank is used to balance the pressure and purity of nitrogen separated from the nitrogen oxygen separation system to ensure stable continuous supply of nitrogen. At the same time, after the work switching of the adsorption tower, it recharges part of its own gas into the adsorption tower, which not only helps the pressure rise of the adsorption tower, but also plays a role in protecting the bed, and plays a very important process auxiliary role in the working process of the equipment.
7. Technical indicators
Flow: 5-3000nm ³/ h
Purity: 95% - 99.999%
Dew point: ≤ - 40 ℃
Pressure: ≤ 0.6MPa (adjustable)
8.Technical features
1. The compressed air is equipped with an air purification and drying treatment device. Clean and dry compressed air is conducive to prolonging the service life of molecular sieve.
2. The new pneumatic stop valve has fast opening and closing speed, no leakage and long service life. It can meet the frequent opening and closing of pressure swing adsorption process and has high reliability.
3. Perfect process design flow, uniform air distribution, and reduce the high-speed impact of air flow. Internal components with reasonable energy consumption and investment cost
4. The molecular sieve with high strength, high efficiency and low energy consumption is selected, and the unqualified nitrogen emptying device is intelligently interlocked to ensure the nitrogen quality of the product.
5. The equipment has stable performance, simple operation, stable operation, high degree of automation, unmanned operation and low annual operation failure rate
6. It adopts PLC control, which can realize full-automatic operation. It can be equipped with nitrogen device, flow, purity automatic regulation system and remote control system.
5. Application field
Electronic industry: nitrogen protection for semiconductor and electronic component production.
Heat treatment: bright annealing, protective heating, powder metallurgy machine, magnetic material sintering, etc.
Food industry: equipped with sterilization filter, it can be used for nitrogen filling packaging, grain storage, fresh-keeping of fruits and vegetables, wine and preservation.
Chemical industry: nitrogen covering, replacement, cleaning, pressure transmission, chemical reaction stirring, chemical fiber production protection, etc.
Petroleum and natural gas industry: oil refining, vessel machine pipeline nitrogen filling, purging box leak detection. Nitrogen injection production.
Pharmaceutical industry: nitrogen filled storage of Chinese and Western medicine, pneumatic transmission of nitrogen filled medicinal materials, etc.
Cable industry: protective gas for cross-linked cable production.
Others: metallurgical industry, rubber industry, aerospace industry, etc.
The purity, flow and pressure are stable and adjustable to meet the needs of different customers.

